Aus der Schüttgut & Prozess 1/2026
Aus der Schüttgut & Prozess 1/2026
Beim Gang durch moderne verfahrenstechnische Leitwarten fällt der Blick auf zahlreiche Anzeigen: Füllstände, Temperaturen, Energieverbräuche – alles ist digital. Doch einige Anlagen bleiben, aller Digitalisierung zum Trotz, erstaunlich analog. Dazu gehört der Mischer: außen Edelstahl, innen Schweigen.
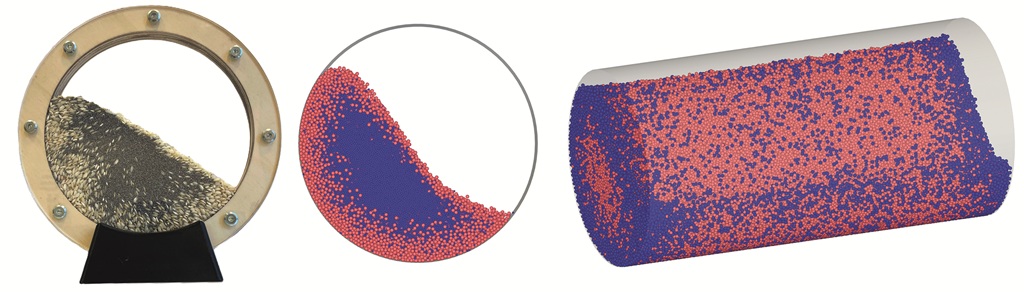
Abbildung 1: Beispiele einfacher Entmischungseffekte aufgrund von Rotation von unterschiedlich großen bzw. unterschiedlich schweren Partikeln in Realität und Simulation: Links: radiale Entmischung von Reis und Mohn; Mitte: radiale Entmischung von großen und kleinen Partikeln; Rechts: horizontale Entmischung von unterschiedlich schweren Partikeln in einem Rohr
In der Schüttguttechnik existieren viele Sensoren. Aber der Blick in den Prozess? Der bleibt uns auch heute noch oft verwehrt. Häufig ersetzt Erfahrung die fehlende Messbarkeit. Diese ist wertvoll, aber teuer, besonders wenn das „magische Dreieck“ aus Qualität, Kosten und Zeit drängt. Beim Mischen geht es um Mischgüte, Energieeintrag und Dauer. Hier kann das althergebrachte Chargenrezept täglich bare Münze kosten.
• Die Mischgüte ist während des Betriebs oft nur über Proben bewertbar – und Proben bedeuten Stoppen und Eingreifen. Das kostet Zeit und liefert dennoch nur punktuelle Daten. Zwar gibt es Mischer, die Proben während des Betriebs erlauben, doch dann misst man dort, wo kein Werkzeug durchfährt.
• Mischdauer wird oft über Sicherheitszuschläge abgesichert. Minuten summieren sich schnell und plötzlich wird nicht der Trockner oder die Abfüllung zum Engpass, sondern der Mischer.
• Selbst beim Labormischer zeigen sich meist nur Oberflächenphänomene, während im Inneren Umwälzungen, Totzonen und Scherregionen entstehen. Denn nicht alles, was im transparenten Demonstrator sichtbar ist (s. Abb. 1), lässt sich auf geometrisch komplexe Mischergeometrien übertragen.
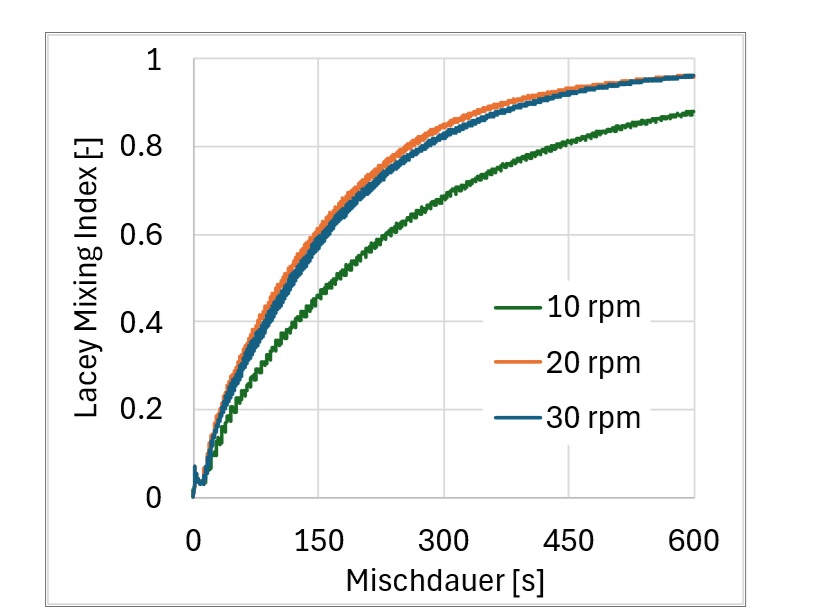
Betrachten wir exemplarisch einen klassischen V-Mischer. Sind Form und Befüllung festgelegt, leiben als variable Größen Füllmenge, Mischdauer und Drehzahl (typisch zwischen 10 und 30 rpm). Zwei davon sind kaum frei: Die Mischdauer soll kurz bleiben, die Füllmenge ergibt sich durch angrenzende Prozesse oder soll maximiert werden. Damit rückt die Drehzahl als Haupteinflussgröße in den Fokus. Doch selbst sie wirkt nicht lienear auf den Mischprozess: eine Verdreifachung von 10 auf 30 rpm erhöht die Zentrifugalkraft um etwa das Zehnfache. Das spürt sowohl das Produkt als auch der Antrieb. Ich habe einen V-Mischer bei 10, 20 und 30 rpm über jeweils zehn Minuten simuliert. Innen zwei homogene, frei fließende Materialien, also ein einfacher Fall. Bei niedriger Drehzahl dominiert die Gravitation und das Ergebnis stellt sich nur langsam ein. Bei mittlerer Drehzahl entsteht ein harmonischer Fluss mit deutlicher Umwälzung, die Mischung stellt sich zügig ein. Noch höhere Drehzahlen sehen dynamisch aus, liefern aber kaum zusätzlichen Fortschritt (s. Abb. 2). Es gilt also: Nicht das Maximum, sondern das zur Geometrie und zum Material passende Optimum entscheidet. Ohne Einblick optimiert man oft nur Symptome.

Hier wird die Partikelsimulation (DEM) zur entscheidenden „Taschenlampe“ in der Black Box – nicht als Marketinggrafik, sondern als Werkzeug für Prozess- und Designentscheidungen:
Der Mischraum wird in Zellen („Bins“) unterteilt, sodass die Zusammensetzung zeitaufgelöst berechnet werden kann. Statt weniger Proben erhält man tausende Auswertevolumina über die gesamte Mischduer – ohne Maschinenstopp. Z. B. für High Shear Mischer lässt sich zudem die lokale Scherintensität analysieren.
Auch gut ausgelegte Mischer ohne geometrische Totzonen können Bereiche aufweisen, in denen sich Partikel lediglich als Pulk bewegen statt zu vermischen.
Partikelkräfte, Kollisionsenergien und Wandbelastungen lassen Rückschlüsse auf Verschleiß, Erwärmung und Staubbildung zu – Größen, die experimenmung und Staubbildung zu – Größen, die experimenmung und Staubbildung zu – Größen, die experimentell kaum erfassbar sind.
Worüber ich mich persönlich besonders freue ist, wenn Hersteller nicht nur an Schaufelwinkeln oder Spaltmaßen feilen, sondern Prinzipien neu denken. Ein Beispiel, das hier gut hineinpasst, ist der Gyraton-Silomischer der amixon GmbH. Sein vertikales Helix Prinzip kombiniert mit einer Präzessionsbewegung (s. Abb. 3) nutzt den Bauraum vollständig aus, vermeidet Totzonen, mischt schonend und energieeffizient – bewusst ohne Fokus auf die Mischdauer. Mit diesem neuen Mischerkonzept konnte sich amixon sogar den ife-Innovationspreis „Losgröße +“ sichern.
Mit diesem motivierenden Beispiel verabschiede ich michund freue mich darauf, Sie auf der SOLIDS in Dortmund zu sehen.




