
Mit KI und Robotik zur optimierten Prozesssicherheit
Anlagenplanung einer vollautomatisierten Mischerlinie und Rohstoffzuführung für Mehrkomponenten-Rezepturen ohne pneumatische Förderung
Aus der Schüttgut & Prozess 1/2026
In der Schüttgut verarbeitenden Industrie stellt das Mischen von Pulvern und Granulaten einen zentralen Prozessschritt dar. Während Mischprinzip und Mischerauswahl in der Regel auf Basis von Produkteigenschaften, Partikelstruktur und Prozessanforderungen festgelegt werden, wird die Rohstoffzuführung bei der Anlagenplanung häufig unterschätzt. Gerade bei Rezepturen mit vielen Einzelkomponenten beeinflusst sie jedoch maßgeblich die Produktqualität, Prozesssicherheit und Gesamtwirtschaftlichkeit der Anlage.

Wir beschreiben hier ein Projekt, bei dem komplexe Rezepturen mit 8 bis 15 Komponenten verarbeitet werden. Die Einzelmengen variierten produktspezifisch zwischen 1 kg und 100 kg, ergänzt durch hochpräzise zu dosierende Kleinstmengen unter 5 kg. Die Produktion forderte maximale Flexibilität für schnelle Rezeptur- und Chargengrößenwechsel. Eine zentrale technische Randbedingung war der vollständige Verzicht auf pneumatische Fördertechnik, um Produktalterung, Segregation und Energieverbrauch zu minimieren. Zudem musste das System skalierbar sein, um perspektivisch bis zu 100 verschiedene Rohstoffe flexibel in wechselnden Rezepturen verarbeiten zu können.
Die Kernanforderungen
Die Aufgabenstellung stellt mehrere zentrale Anforderungen an die Anlagenplanung. Zunächst müssen wir sicherstellen, dass die Anlage über den gesamten Mengenbereich von 1 kg bis 100 kg eine hohe Dosiergenauigkeit gewährleistet. Darüber hinaus reproduzieren wir die Rezepturen vollständig und stellen eine lückenlose Rückverfolgbarkeit aller Chargen sicher. Um die Effizienz zu steigern, reduzieren wir Umrüst- und Reinigungszeiten bei Produktwechseln auf ein Minimum. Gleichzeitig vermeiden wir Kreuzkontaminationen. Zudem reduzieren wir manuelle Eingriffe weitgehend, um die Sicherheit, Prozessstabilität und Effizienz zu erhöhen. Schließlich integrieren wir die Anlage nahtlos in bestehende ERP- und MES-Systeme im Sinne von Industrie 4.0. Zunächst, darüber hinaus, außerdem, schließlich
Die Beschickungskonzepte
Zunächst betrachteten wir die manuelle Beschickung. Das klassische Konzept basiert auf einer manuellen Sackaufgabestation oberhalb des Mischers. Rohstoffe werden in einer zentralen Wiegestation per Hand abgewogen, auf Paletten bereitgestellt und zum Zeitpunkt der Beschickung manuell entleert. Der Vorteil der manuellen Beschickung sind die geringen Investitionskosten. Als Nachteile erweisen sich die hohen Personalkosten und ergonomische Belastung, erhöhte Fehleranfälligkeit, Staubemissionen sowie fehlende Prozessstabilität. Zudem ist die Rückverfolgbarkeit nur eingeschränkt möglich und die Produktionsflexibilität stark limitiert.

In der zweiten Erfassung bewerteten wir ein teilautomatisiertes System mit Pufferbehältern. Bei diesem Ansatz werden Rohstoffe manuell in Pufferbehälter unterschiedlicher Größe gefüllt, von wo aus sie rezepturgesteuert – per Loss-in-Weight oder über Dosierfeeder – in mobile Sammelcontainer dosiert werden. Diese Container werden anschließend zum Mischer transportiert. Ein klarer Vorteil ist hier ein reduzierter manueller Aufwand während des Dosierprozesses. Die Nachteile waren schnell zu erkennen: zusätzliche Prozessschnittstellen, hoher Platzbedarf für Tages- und Pufferbehälter sowie eingeschränkte Flexibilität bei Produktwechseln. Die manuelle Sackhandhabung bleibt bestehen und verursacht weiterhin Staub, Aufwand und Risiken.
Die vollautomatisierte Mischerbeschickung
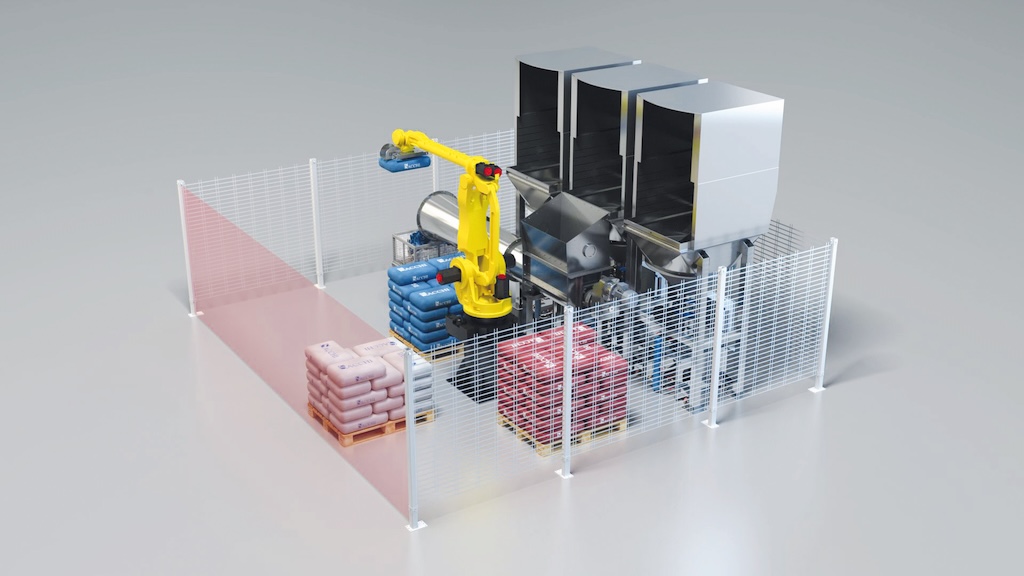
Im Rahmen des Projektes wurde ein vollautomatisiertes Anlagenkonzept auf Basis der bewährten SmartPick-Robotertechnologie von Sacchi konzipiert und ausgearbeitet. Ziel war es, ein Anlagenlayout zu entwickeln, das ohne große zentrale Pufferbehälter auskommt und stattdessen auf eine direkte, containerbasierte Rezepturbildung setzt. Das konzipierte System erfüllt die Anforderungen hinsichtlich Hygiene, Flexibilität, Energieeffizienz und Skalierbarkeit. Für die Aufgabenstellung wurde bewusst ein behälterloses, hochflexibles Anlagenkonzept betrachtet, wie es von Sacchi für moderne Smart-Factory-Umgebungen entwickelt wurde. Der vorgesehene Material- und Informationsfluss ist vollständig digital abbildbar und durchgängig automatisierbar, sodass hohe Prozesssicherheit und Reproduzierbarkeit bereits im Anlagenkonzept berücksichtigt sind.
Zunächst sieht das Konzept einen digitalen Wareneingang vor. Jeder Rohstoff wird bei Anlieferung identifiziert (Barcode/RFID) und digital im ERP-/MES-System erfasst. Optional kann die Identifikation zusätzlich über kamerabasierte Systeme erfolgen, um P
Automatisierter Transport
Fahrerlose Transportsysteme (FTS) oder Shuttles bringen die palettierten Säcke just-in-time zur robotergestützten Entleerungsstation vom Typ SmartPick. Diese flexible Logistiklösung ist integraler Bestandteil des Sacchi-Automationskonzeptes und ermöglicht eine bedarfsgerechte Versorgung der Entleerstationen ohne Zwischenlagerung. Die bedarfsgesteuerte Materialbereitstellung reduziert innerbetriebliche Transporte und verhindert unnötige Pufferbestände.
Die robotergestützte Sackentleerung

Das SmartPick-System von Sacchi übernimmt das Depalettieren, Öffnen und Entleeren der Säcke vollautomatisch. Patentierte Greif- und Schneidetechnologien gewährleisten eine staubarme, sichere und reproduzierbare Sackentleerung. Optional integrierte Kamerasysteme dokumentieren Produkt und Sackzustand für optimale Rückverfolgbarkeit. Leersackentsorgung und Restentleerung lassen sich ebenfalls automatisiert in das System integrieren. Die Komponenten dosiert man direkt aus der SmartPick-Station in mobile Wägecontainer. Hochauflösende Wägezellen ermöglichen eine präzise Gain-in-Weight-Dosierung auch bei Kleinstmengen. Dieses von Sacchi entwickelte Konzept stellt sicher, dass jede Charge exakt nach Rezeptur aufgebaut wird, ohne Zwischenlagerung oder Vermischungsrisiken. Durch die direkte Verwiegung im Transportcontainer entfällt jede zusätzliche Umfüllstufe, was sowohl die Genauigkeit als auch die Hygiene deutlich verbessert.
Die automatisierte Mischerbeschickung
Nach Abschluss der Verwiegung transportiert das FTS den Container direkt zum Mischer. Die automatische Entleerung sorgt für einen kontinuierlichen, reproduzierbaren Materialeintrag ohne manuelle Eingriffe. Das System erlaubt sowohl die Beschickung einzelner Mischer als auch die flexible Anbindung mehrerer Produktionslinien.
Die vollautomatisierten Mischerlinien
Wir reduzieren den Platzbedarf und ermöglichen gleichzeitig eine hohe Skalierbarkeit, indem wir Pufferbehälter weglassen und die Rezepturbildung direkt durchführen. Dadurch steigern wir die Prozesssicherheit, da wir manuelle Eingriffe weitgehend minimieren. Zudem gewährleisten wir eine lückenlose Rückverfolgbarkeit der Chargen. Auch bei sehr kleinen Dosiermengen erreichen wir eine hohe Dosiergenauigkeit. Die Hygiene verbessern wir durch eine geringere Anzahl an produktberührenden Flächen. Dank softwaregestützter Rezepturverwaltung führen wir Produktwechsel besonders schnell durch.
Insgesamt eignet sich dieses Konzept besonders für Anwendungen mit hoher Rezepturvielfalt, kurzen Produktlebenszyklen und steigenden Qualitätsanforderungen.
Fazit
Das Projekt zeigt, dass die SmartPick-basierte Gesamtlösung von Sacchi eine ideale Antwort auf komplexe Mehrkomponenten-Rezepturen darstellt. Durch die Kombination aus robotergestützter Sackentleerung, containerbasierter Direktdosierung und fahrerlosem Transport wird eine hochgradig flexible, hygienische und wirtschaftliche Produktion ermöglicht.
Es wird deutlich, dass das größte Optimierungspotenzial moderner Mischanlagen weniger im Mischprozess selbst, als in der vollautomatisierten, digital vernetzten Rohstoffzuführung liegt. Durch die Kombination aus robotergestützter Sackhandhabung, containerbasierter Direktdosierung und fahrerlosem Transport können komplexe Mehrkomponenten- Rezepturen ohne pneumatische Förderung sicher, reproduzierbar und wirtschaftlich verarbeitet werden. Für den Anlagenbetreiber resultieren daraus eine deutliche Steigerung der Produktqualität und Prozesssicherheit, Reduktion der Gesamtbetriebskosten und zukunftssichere Integration in digitale Fertigungsumgebungen nach dem Vorbild von Industrie 4.0.
Über Sacchi
Sacchi entwickelt seit 2007 innovative Roboterlösungen für die Pulverhandhabung und hat sich als führender Anbieter in diesem Bereich etabliert. Dank seines umfassenden Verständnisses der spezifischen Anforderungen der Schüttgutindustrie bietet das Unternehmen maßgeschneiderte Lösungen, die nicht nur die Produktivität steigern, sondern auch zur Senkung der Produktionskosten und Minimierung der Umweltbelastung beitragen. Sacchi hat gezeigt, dass Robotik nicht nur für die Automobil- oder Elektronikindustrie relevant ist, sondern auch für die hochsensiblen und anspruchsvollen Prozesse in der Chemie-, Pharma- und Lebensmittelindustrie.
Kontakt
- F.lli Sacchi S.n.c.
-
Frazione Mandrino 25
27018 Vidigulfo (PV)
Italien - +390382619261
- info@cmsacchi.com
- www.cmsacchi.com
