
Maximale Wirtschaftlichkeit
Kosten- und Effizienzvorteile in der Mischtechnik
Aus der Schüttgut & Prozess 1/2024
Autor: Dr. Stefan Gerl, Maschinenfabrik Gustav Eirich GmbH & Co. KG, Hardheim
Wie lassen sich in Gigafactories für die Herstellung von Lithium-IonenBatteriezellen Gigawattstunden an Strom sparen? Ein Vergleich aktueller Zahlen macht deutlich: Fortschrittliche Mischtechnik und Technologiesprünge in der Elektrodenfertigung sind der Schlüssel zu maximaler Wirtschaftlichkeit.

Weltweit entstehen neue Gigafactories für die Herstellung von LithiumIonen-Batteriezellen. Der Bedarf ist groß. Allein für Europa wird bis zum Jahr 2030 ein Zuwachs um 1,5 Terawattstunden prognostiziert. Das entspricht einer Verzehnfachung der derzeitigen Fertigungskapazitäten. Angesichts der aktuell hohen Energiepreise droht der Standort Europa für die Zellproduktion an Attraktivität zu verlieren. Dem wirken wir als Ausrüster der Branche entgegen. Technologiesprünge und Veränderungen innerhalb der Produktionskette bieten Möglichkeiten, gestiegene Stromkosten zu kompensieren, idealerweise sogar zu übertreffen. Die wichtigsten Stellhebel liegen bei der Elektrodenfertigung. Zur Senkung der Kosten beitragen kann die Reduktion von Ausschuss, Trocknungskosten und Kosten für Trockenräume sowie der Ersatz technologisch veralteter Mischtechnik. Technologiesprünge wie z. B. die Umstellung auf Trockenelektroden versprechen eine noch bessere Effizienz bei der Elektrodenfertigung.
Energieeinsparpotential durch innovative Mischtechnik
Blicken wir zunächst auf die Standardmischtechnologie, die in Gigafactories heute bei der Nassaufbereitung von Elektrodenmischungen zum Einsatz kommt: den PlanetenDissolver-Mischer (PD Mischer, kurz Planetenmischer). Mit gestiegenen Anforderungen an Produktionskapazitäten wurden diese Mischer immer größer. Heute liegen die Mischervolumen bei durchschnittlich 1.200–2.000 Liter, bis zu 4.000 Liter sind möglich. Bis zu 12 Meter hoch und mit Stellflächen so groß wie Einfamilienhäuser sind solche Planetenmischer in den Ausmaßen gigantisch. Bei Misch- und Entleerzeiten von 6 bis 8 h ist der effektive Ausstoß mit wenigen hundert Litern pro Stunde und Maschine dennoch relativ klein.
Übliche Durchsatzleistungen von Gigafactories liegen zwischen 100 und 300 l/h GWh/a pro Elektrode. Eine 10 GWh/a Fabrikation bringt es auf einen Durchsatz von etwa 2.000 l/h. Höchste Effizienz bei der Mischtechnik ist hier ein wesentlicher Faktor für die Wirtschaftlichkeit der gesamten Anlage. Neben Eirich mit dem MixSolverÆ bieten auch andere Maschinenhersteller alternative Verfahren für die Slurry-Aufbereitung an. Die Basis sind oft kontinuierliche Mischer (TwinScrew Extruder, Inline Disperser) integriert in einen Batch-Prozess. Die Kosten und Effizienzvorteile aller drei alternativen Verfahren sind groß.
Auf Symposien und von Maschinenherstellern werden inzwischen Angaben zu Energieverbräuchen gemacht. Für den MixSolverÆ gibt es neben publizierten Werten von Haberzettl [2] für Labor- und Pilotmaschinen auch Messwerte aus 1:1 Scale-up Pilotfertigungen wie bei UKBIC sowie aus Gigafactories. Haberzettl gibt für Graphit-Anoden einen Wert von 22 Wh/l und für NCM-Kathoden von 17 Wh/l an. Im Gigafactory Scale, bspw. auf einem aktuellen RV12 Mischer von Eirich (Fassungsvermögen 500 l), werden im Produktionsbetrieb etwas geringere Werte von 15–17 Wh/l für Anoden und etwas höhere Werte von 16–20 Wh/l für NCM-Kathoden ermittelt. Vergleichend dazu gibt Polek für Twin-Screw Extruder mit einem Durchmesser von 93 mm Werte von 75 bzw. 85 kWh/t an [3]. Das entspricht, umgerechnet auf Liter für Anoden bei einer Slurry-Dichte von 1,3 kg/l und NCM-Kathoden von 2,0 kg/l, einem Wert von 100 Wh/l (Anode) und 170 Wh/l (Kathode). Angaben für Inline Disperser liegen bei 125 Wh/l [4]. Im Vergleich extrem schlecht schneiden Planetenmischer ab, für die in der Literatur Werte zwischen 300 und 750 Wh/l [3, 4] angegeben werden.
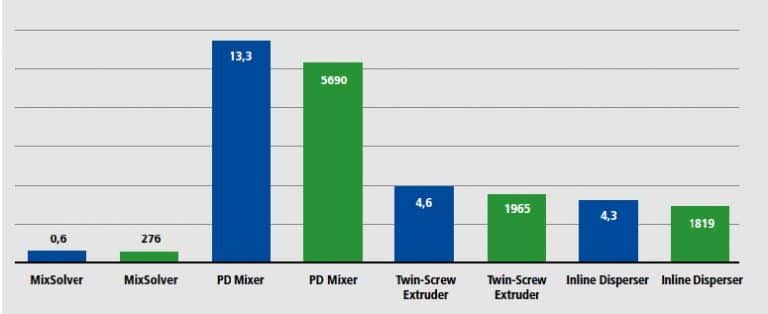
Den mit Abstand höchsten Stromverbrauch mit in Summe 13,3 GWh/a (bei mittleren Verbrauchswerten und 8.500 Betriebsstunden pro Jahr) hat also der Planetenmischer. Während Twin-Screw Extruder und Inline Disperser jeweils etwa ein Drittel des Strombedarfs aufweisen, liegt der MixSolverÆ mit unter 1 GWh/a noch einmal sehr deutlich darunter.
Mit dem Kühlen steigt der Energieverbrauch
Physikalisch bedingt wird nur ca. 10 % der eingetragenen Motorleistung in die eigentliche Misch- bzw. Dispergierarbeit umgesetzt. Der Rest dissipiert in Form von Wärme. Beim MixSolverÆ ergeben sich mit obigen Energieverbrauchszahlen für typische Feststoffgehalte von 50 % (Anode) und 70 % (Kathode) rechnerische Temperaturerhöhungen der Mischung (ohne Kühlung oder Berücksichtigung von Verlusten) um 2–30 K. Beim kontinuierlichen Mischen (Twin-Screw Extruder / Inline Disperser) steigt die Temperatur der Mischung theoretisch um 100–250 K, beim Planetenmischer sogar um 300 bis 800 K, wenn man die Verdampfung der Suspensionsflüssigkeit nicht berücksichtigt. Daher ist bei drei zuletzt genannten Verfahren zwingend eine Kühlung erforderlich. Das verdoppelt mindestens den oben berechneten Energieverbrauch sowie die CO2 -Emissionen. Anders beim MixSolverÆ: Der doppelwandige Mischbehälter ermöglicht zwar einen temperaturgeführten Prozess, eine Kühlung ist in der Regel aber nicht erforderlich.
Mehr Effizienz durch kleinere Mischer
Je größer der Mischer wird, umso ineffektiver wird dieser in Bezug auf den Energieeintrag. Kompakte BatchMischer, wie z. B. ein RV12 MixSolverÆ, sind daher effizienter und flexibler als gigantisch große Planetenmischer, bei denen zudem die Gefahr besteht, dass abfallende angetrocknete Materialanhaftungen ganze Chargen unbrauchbar machen. Beim MixSolverÆ wird dies durch gezielte Hochdruckzugabe der für die SlurryHerstellung notwendigen Flüssigkeit in bestimmten Mischphasen vermieden. Durch Just-in-time-Produktion und Teilmengenaufbereitung können qualitativ identische Slurries zum Anfahren von Beschichtern oder beim Produktwechsel ebenso hergestellt werden, wie die Sicherstellung einer massenhaften Slurry-Versorgung der Beschichter im ununterbrochenen Dauerbetrieb.
Die Ausschussraten werden so minimiert, was die Effizienz der Anlage weiter erhöht. Durch eine technisch relativ einfache Inline-RheologieMessung über das Mischwerkzeug werden fehlerhafte Slurries noch vor der Entleerung identifiziert und ggfs. in den gewünschten Toleranzbereich gebracht. Erfahrungen aus Gigafactories zeigen bisher jedoch, dass dies im Dauerbetrieb der Anlagen nicht notwendig ist und die Anzahl fehlerhafter Mischungen gegen Null geht. Kontinuierlich arbeitende Mischer haben hingegen bei Veränderung der Durchsatzleistung und der damit korrespondierenden Verweilzeit mit Änderungen der SlurryQualität zu kämpfen. Es müssen enorme Anstrengungen unternommen werden, eine auf Dauer absolut gleichförmige Dosierung von Pulvern und Flüssigkeiten zu erreichen. Dosierschwankungen werden wellenförmig in das aufbereitete Produkt durchgereicht, so dass eine aufwendige und kostenintensive Inline-Sensorik für einen stabilen Betrieb mit geringem Ausschuss unabdingbar ist.
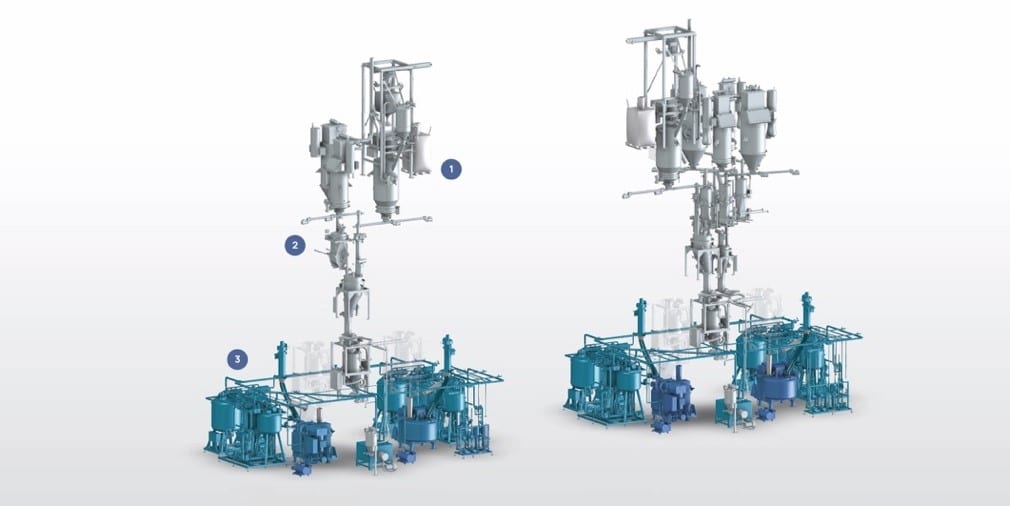
Einsparungen durch weniger umbauten Raum
Schaut man sich das notwendige Gebäudevolumen für die Mischanlagen sowie den damit umbauten Trockenraum an, wird weiteres Einsparpotential deutlich. Typische große Anlagen mit Planetenmischern sind in der Regel 2-stöckig aufgebaut. Auf der unteren Ebene sind für die riesigen Mischer Raumhöhen von ca. 15–18 m erforderlich. Für die Pulverdosierung wird zusätzlich eine 10 m hohe obere Ebene benötigt. Alternative Mischverfahren wie MixSolverÆ, TwinScrew Extruder und Inline Disperser, benötigen weniger Raum, sie passen aufgrund ihres kompakten Aufbaus in der Regel mit ihrer kompletten Anlagenhöhe in das Erdgeschoss. Das Obergeschoss könnte somit komplett entfallen. Vier MixSolverÆ mit ontiFeederÆ-Technologie, die die kontinuierliche Versorgung des Beschichters sicherstellt, benötigen nur ca. ein Drittel der Grundfläche einer Anlage mit Planetenmischern, die den gleichen Ausstoß hat und arbeiten mit nur einer einzigen Feststoffdosierung.

Trockenelektrodenherstellung als effiziente Alternative
Bei neuen Technologien wie der Trockenelektrodenherstellung entfällt der klassische Beschichtungs- und Trocknungsschritt [5]. Die Verarbeitung der Pulvermischungen zu Elektroden erfolgt in der Regel in modifizierten beheizten Mehrwalzenkalandern. Es kommen keine Lösemittel zum Einsatz, die verdampft, kondensiert und aufbereitet werden müssten. Die Trocknungsstrecken mit 50 bis 100 m Länge entfallen. Die Gebäudestruktur der Gigafactory kann somit ganz wesentlich verkleinert werden, was entsprechende Einsparungen beim Bau und Betrieb mit sich bringt [7].
Bei den unterschiedlichen Verfahren [5,6], die derzeit im Wettbewerb stehen, werden strukturierte Pulvermischungen benötigt. Die Leitruße werden teilweise auf die Partikeloberflächen von Aktivmaterialien aufgecoatet. Der Binder wird durch gezielte Scherung und Temperaturführung aufgeschlossen und teilweise spinnennetzartig in der Mischung verteilt. Für die Herstellung dieser Elektrodenmischungen kommen Kombinationen von einfachen Mischsystemen wie VMischern mit IntensifierBar mit nachgeschalteten Luftstrahlmühlen in Frage [9]. Sehr gute Resultate erzielen man auch mit Eirich-Mischern, die mit Werkzeuggeschwindigkeiten von bis zu 45 m/s betrieben werden können. Da das Mischprinzip die Verarbeitung aller Konsistenzen erlaubt, kann eine plastische, fibrillierte Mischung zudem durch gezielte Temperaturführung in eine gut förderund dosierfähige Granulatstruktur in einem Ein-Topf Prozess überführt werden, die gleichförmig in Kalanderspalte eintragbar ist und zu einem Film verrollt werden kann.
Eirich bietet zukunftsfähiges Mischkonzept
MixSolverÆ und Eirich-Mischer sind identische Grundmaschinen. Sie unterscheiden sich im Wesentlichen nur in der Motorisierung des Mischwerkzeugs, dem Mischgutaustrag sowie im Verschleißschutzkonzept vorwiegend am Mischwerkzeug. Bei entsprechender vorausschauender Ausführung kann eine Nassaufbereitungsanlage mit MixSolvernÆ mit relativ geringem Aufwand zum EirichMischer für die Herstellung von Trockenelektroden umgerüstet werden.
Nutzer der Eirich-Mischtechnologie sind daher besonders wirtschaftlich und vor allem zukunftssicher aufgestellt, egal welche Technologie mittelund langfristig die Nase hat. In jedem Fall wird der Betreiber durch geringe Energieverbräuche und einen vergleichsweise kleinen CO2 -Fußabdruck belohnt.
Literatur:
[1] Mohsseni, A., Harper, C.: Path ways to Reduce Energy Consumption in Lithiumion Battery Cell
Manufacturing; Whitepaper UKBIC case study; https://www.ukbic.co.uk/new- white-paper-
published/
[2] Haberzettl, P.; Scaling up Electrode Slurries – From Beaker to Barrel, Poster D1_5.23, IBPC 7./8.
Nov. 2022, Brunswik
[3] Polek, C.; Industrievortrag, Themenblock 2: Neue Techno logien in der Batteriezell produktion,
5. InZePro/Prozell Industrietag 7.2.2023
[4] Siehe MOFA Slurry Production Equipment; https://www.siehes- mart.com/product_detail/
mofaslurrying
[5] Yang, L., Chen-Zi, Z., Hong, Y.; Jiang-Kui, H., Jia-Qi, H., Qiang, Z: Dry electrode technology, the
rising star in solid-state battery industrialization; Matter 5, Pages 876–898, March 2, 2022
[6] Ludwig, B., Zheng, Z., Shou, W. et al.: Solvent-Free Manufac turing of Electrodes for Lithiumion
Batteries. Sci Rep 6, 23150 (2016); https://doi.org/10.1038/srep23150
[7] Tesla, 2020 Annual Meeting of Stockholders and Battery Day; https://www.tesla.com/
2020shareholdermeeting
[8] Gerl, S.: Smart zum Elektroden- Slurry. CITplus 1-2/2022, Seite 26–29. https://doi.org/10.1002/
citp.202200114
[9] Patent WO 2005008807 A2
Übe Eirich Gruppe
Die Eirich Gruppe ist eine familiengeführte Unternehmensgruppe des Maschinenbaus für verfahrenstechnische Aufgaben mit Hauptsitz in Hardheim im Süden Deutschlands. Als ein weltweit führender Hersteller von Maschinen und Anlagen für die Aufbereitung von Rohstoffen leistet Eirich seit 1863 Pionierarbeit mit fortschrittlichen Technologien zum Mischen, Granulieren, Dispergieren, Kneten, Reagieren, Temperieren und Feinmahlen. Unter dem Label Eirich digital bietet die Unternehmensgruppe zahlreiche Dienste über den gesamten Lebenszyklus von Anlagen von der Online-Ersatzteilbestellung bis zu KI basierten Assistenzsystemen. Eirich zählt mit einem Jahresumsatz von 180 Mio. Euro und über 400 Patenten zu den Innovationsträgern der Misch- und Aufbereitungstechnik. Das in fünfter Generation geführte Unternehmen ist unter der Leitung von Stephan Eirich und Ralf Rohmann mit rund 1.200 Mitarbeiter: innen an 16 Standorten in elf Ländern vertreten.
Kontakt
- Maschinenfabrik Gustav Eirich GmbH & Co KG
-
Walldürner Str. 50
74736 Hardheim, Germany
Deutschland - +49 (0)6283 510
- eirich@eirich.de
- www.eirich.de
