
Problemfeld Feuchte
Pulver und Granulate rieselfähig halten durch innovative Adsorptionsluftentfeuchter
Schwankende und zu hohe Luftfeuchtigkeit kann die Rieselfähigkeit von Pulvern und Granulaten zerstören – und damit hohe Folgekosten nach sich ziehen. Damit hygroskopisches Schüttgut nicht verklumpt und Förderwege verstopft, muss sämtliche Luft in der Chemie- und Pharmaproduktion vorentfeuchtet sein.
Die Herstellung von hygroskopischen Stoffen in der Chemie-, Pharma- und Lebensmittelindustrie erfordert Fingerspitzengefühl. Denn hygroskopische Stoffe lieben Wasser und nehmen allzu gern auch die Feuchtigkeit aus der Umgebungsluft in sich auf. Und das kann fatale wirtschaftliche Folgen haben. Durch die Bindung von Wasser verklebt und verklumpt das Material und wird im schlimmsten Fall unbrauchbar. Zu den hygroskopischen Stoffen gehören z. B. Kochsalz, Natriumhydroxid, Kaliumhydroxid, Düngermittel (Nitrate, Harnstoffe, Ammoniumsulfate usw.), Eisensulfat, Phosphate, Backpulver (Kaliumcarbonat, landläufig Pottasche), Mehl, Zucker, Calciumchlorid, Baumaterialien, Pharmawirkstoffe usw.
Ein gutes Luftentfeuchtungskonzept für die Förderwege beginnt gleich bei der Anlieferung der hygroskopischen Rohstoffe und auf ihrem Weg in die Silos: Eine vorentfeuchtete Förderluft für die pneumatischen Transportwege garantiert, dass die Pulver und Granulate rieselfähig im Silo ankommen. Zudem verhindert kontinuierliche Luftentfeuchtung Ausfälle der Förderbänder und spart auf diese Weise Reinigungskosten. Auch bei der Lagerung muss das hygroskopische Schüttgut durch vorentfeuchtete Luft trocken gehalten werden, damit es verarbeitungsfähig bleibt.
Selbst geringe Schwankungen der Rohstofffeuchte wirken sich auf die Verfahrensabläufe und Produkteigenschaften aus. Insbesondere bei der Weiterverarbeitung oder Lagerung führt Feuchte oft zu einer beeinträchtigten Produktqualität. Die entscheidende Voraussetzung für den Erhalt der Riesel- und Fließfähigkeit hygroskopischer Produkte in Lager-, Förder- und Dosiersystemen ist ein konstantes Luftfeuchtigkeitsniveau durch effektive Lufttrocknung.
Die Adsorptionstrocknung hat sich als Verfahren zur Erzeugung dauerhafter Trockenluft im Bereich Schüttgutlagerung bzw. -verarbeitung besonders gut bewährt. Im Gegensatz zu Kondensationtrocknern ermöglichen Adsorptionsluftentfeuchter eine zuverlässige Permanententfeuchtung mit hohen Kapazitäten auch bei niedrigen Taupunkten unter 0 °C. Der Arbeitsbereich reicht von -20 °C bis +40 °C.
Das TTR-Trisorp-Dual-Funktionsprinzip der innovativen Trotec-Adsorptionsluftentfeuchter mit zwei getrennten Luftführungen und separaten Ventilatoren für jeden Kreislauf (siehe Bild 1)
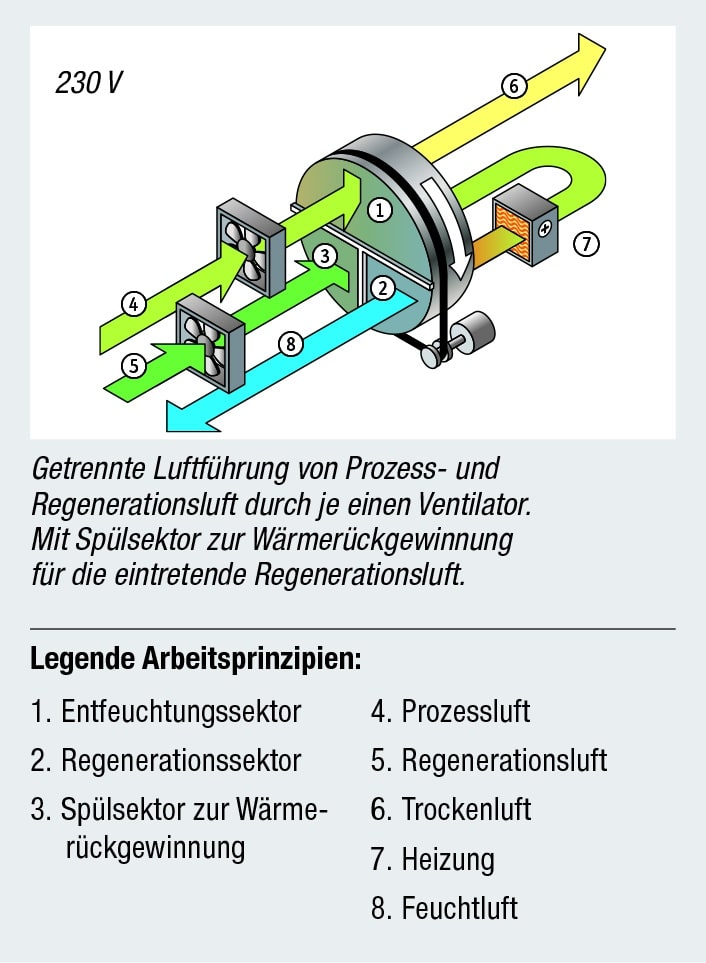
Bei der Adsorptionsluftentfeuchtung wird die angesaugte Prozessluft (4) durch ein mit Silicagel als Trockenmittel beschichtetes Trockenrad geführt, das sich fortlaufend dreht und die Wassermoleküle der durchströmenden Luft im Entfeuchtungssektor (1) aufnimmt. Bereits ein Gramm Silicagel weist eine hygroskopische Oberfläche vom 600 Quadratmetern auf, weshalb bei großen Rotoren extrem viele Wassermoleküle gleichzeitig adsorbiert werden können. Die getrocknete Luft (6) wird abschließend zur Nutzung ausgeblasen. In einem separaten Luftstrom wird Regenerationsluft (5) angesaugt, per Heizung auf 100 bis 140 °C (je nach Ansaugtemperatur) erwärmt (7) und durch den Regenerationssektor (2) geführt, um im Gegenstrom die gebundene Feuchtigkeit wieder vom Rotor aufzunehmen (Desorption) und dann als Feuchtluft (8) nach außen abzuführen. Der Spülsektor (3) dient der Wärmerückgewinnung (Energieeinsparung) und Kühlung des Trockenrades, was zur Reduzierung des Energieeinsatzes und Verbesserung der Entfeuchtungsleistung führt, besonders bei tieferen Taupunkten.
Je nach technischer Gegebenheit vor Ort lassen sich Elektro-, Dampf- oder Gaserhitzer sowie Prozessabwärme als Heizmedium für die Regenerationsluft anwenden und dadurch die Energiekosten reduzieren.
Mit ihrer TTR-Serie bietet die Trotec Group hier eine große Auswahl leistungsstarker Adsorptionsluftentfeuchter „Made in Germany“ an, welche die konstante Riesel- und Fließfähigkeit hygroskopischer Produkte in Lager-, Förder- und Dosiersystemen gewährleisten. Sowohl mit den kleineren Modellen für den mobilen Einsatz wie auch den größeren Entfeuchtungsaggregaten für den stationären Dauerbetrieb ist eine wirksame Permanententfeuchtung mit hohen Kapazitäten auch bei niedrigen Taupunkten realisierbar.
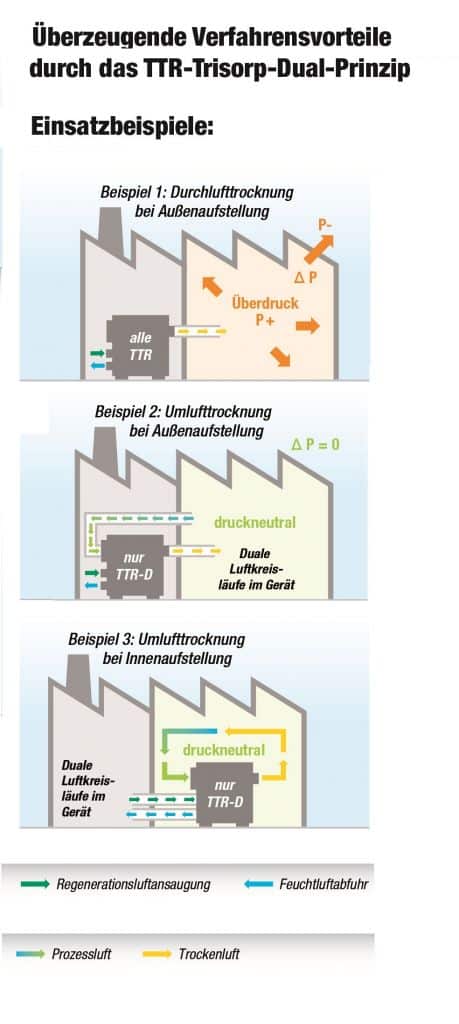
Alle TTR-Modelle sind äußerst langlebig, wartungsarm sowie flexibel konfigurierbar und arbeiten nach dem TTR-Trisorp-Dual-Prinzip mit dualen Luftkreisläufen für einen druckneutralen Umluftbetrieb (Bild 2), von denen jeder über einen separaten Ventilator verfügt, der sich jeweils gesondert und stufenlos elektronisch einstellen lässt. Mit dieser Duoventic genannten Steuerung lassen sich Volumenstrom und Trockengrad der Luft ohne jegliche Umbaumaßnahmen schnell, bedarfsgenau und unabhängig voneinander konfigurieren, zum Beispiel als extrem trockene Luft mit niedrigem Luftstrom, größere Mengen Trockenluft oder maximale Umluftleistung mit moderatem Trockenluftanteil. Im Gegensatz zum konventionellen Durchluftbetrieb ermöglicht der Umluftbetrieb mit dualen Luftkreisläufen zudem eine energiesparende Entfeuchtung mit höheren Trocknungsgraden.
Ein praktisches Detail für den stationären Industrieeinsatz, insbesondere bei verrohrter Installation mit vorgegebener Standposition des Gerätes, ist die konfigurierbare Luftumkehr der größeren TTR-Aggregate. Hier lässt sich die Luftrichtung per einfacher Modulumkehr innerhalb des Gerätes bedarfsgerecht auf die betrieblichen Abläufe anpassen, sodass die Trockenluft rechts- oder linksseitig ausgeblasen und die Feuchtluft entsprechend gegengesetzt abgeführt werden kann. Zur optimalen Anpassung der Geräte auf die spezifischen Einsatzanforderungen steht außerdem ein umfassender Katalog an Zusatzausstattungen zur Verfügung.
Autor: Dipl.- Ing. Erkan Yilmaz
Kontakt
Trotec GmbH Co.KG
Grebbener Str. 7
52525 Heinsberg
Tel.: 02452 962-777
e-mail: kam@trotec.de