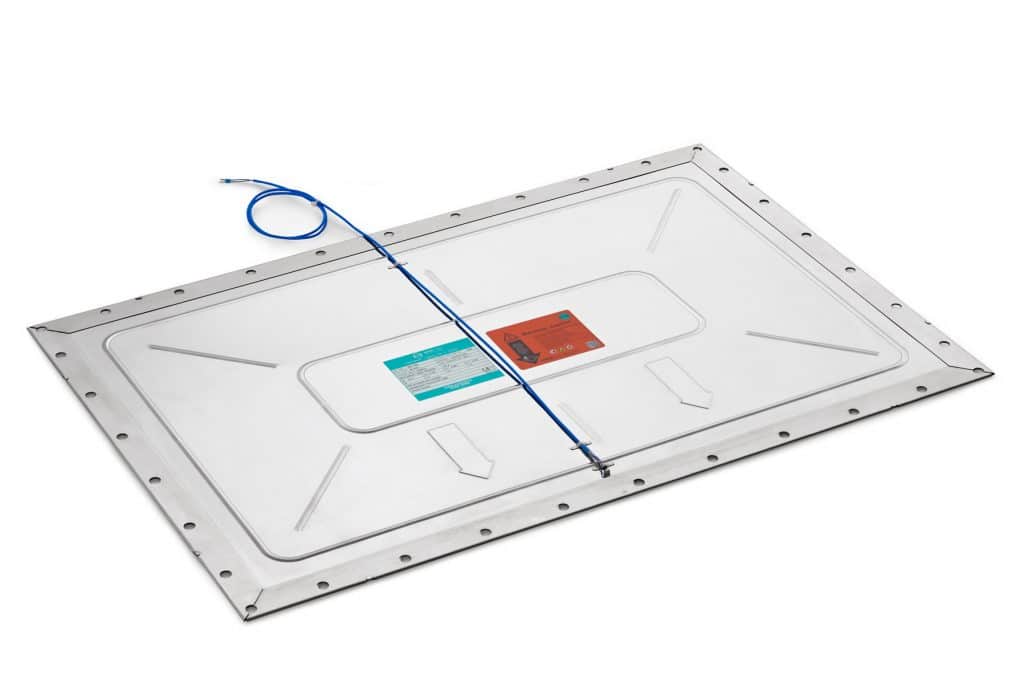
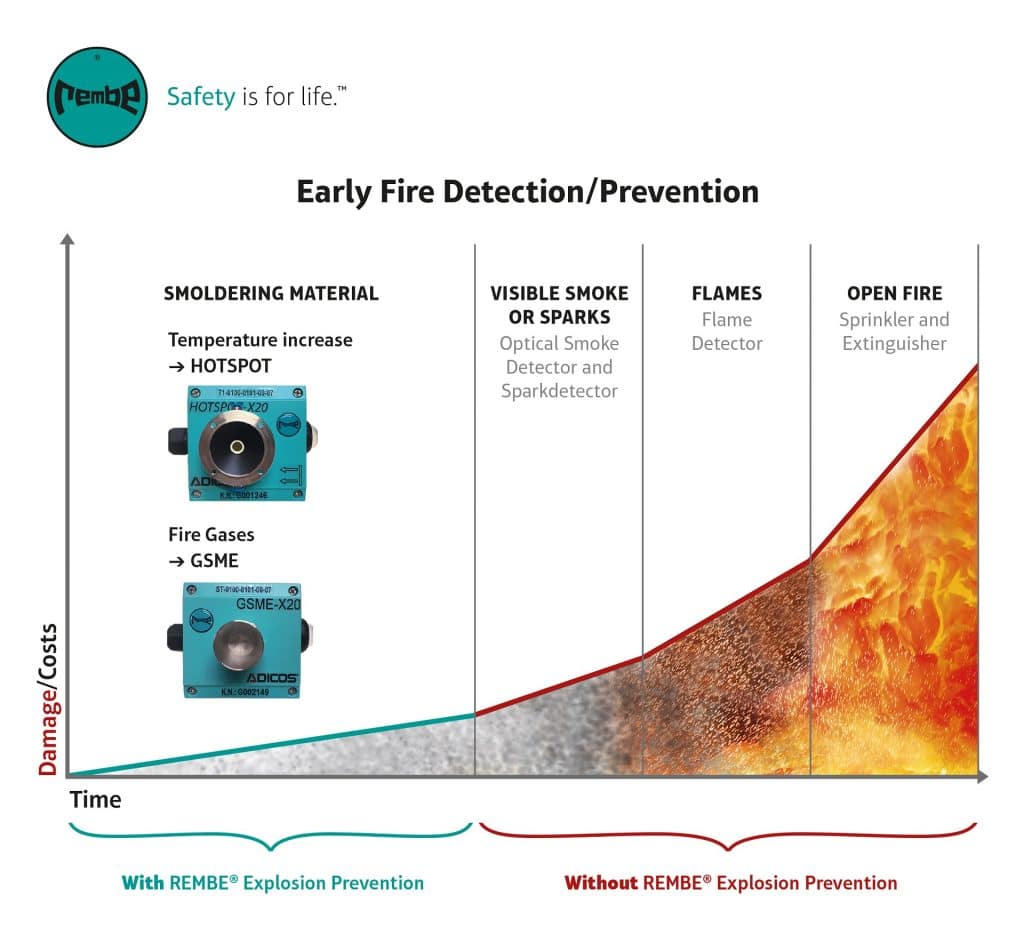
Mit Hilfe des GSME Detektors können typische Brandgase wie Kohlenmonoxid, Kohlenwasserstoffe, Wasserstoff und Stickoxide erkannt werden. Steigt die Konzentration der Brandgase, wird ein Alarm ausgelöst.
In Erweiterung zur Gas Sensorik kann die HOTSPOT Infrarot Kamera die Temperatur von verbauten Komponenten oder auch die des Produktstroms im Inneren überwachen. Steigen die Temperaturen auf ein für den Prozess untypisches Niveau, wird ebenfalls ein Alarm ausgelöst. Glimmnester und Schwelbrände können somit erkannt und schlimmere Folgen abgewendet werden.
Dennoch sind vorbeugende Schutzmaßnahmen bei Elevatoren oft nicht ausreichend, da gefährliche explosionsfähige Atmosphären nur schwerlich verhindert und Zündquellen nicht ausgeschlossen werden können.
Die Explosionsgefahr ist davon abhängig, wie häufig und langfristig explosionsfähige Atmosphären auftreten. Die Wahrscheinlichkeit des Auftretens explosionsfähiger Atmosphäre und das Ausmaß der sich daran orientierenden Schutzmaßnahmen erfolgen nach einer Einteilung explosionsgefährdeter Bereiche in die Zone 20 (häufig), Zone 21 (gelegentlich) und Zone 22 (normalerweise nicht) [4]. Die Auslegung und Auswahl elektrischer und nicht-elektrischer Betriebsmitteln von Elevatoren richtet sich nach der Zoneneinteilung.
Eine beispielhafte Zoneneinteilung bietet die VDI 2263 Blatt 8 [3]:

Beispielhafte Zoneneinteilung nach VDI [3]